
Introduction of microreactor
Compared with the traditional batch reaction, the Wenhao microreactor has the advantages of large specific surface area, high efficiency of mass and heat transfer, high safety, and small amplification effect in reaction amplification and optimization reproducibility, stability, and high efficiency.
The Wenhao micro-reactor has the advantages of low heat buffer requirement, small footprint, high automation, and significant saving of human and material resources. Microchannel reactor based on microfluidic technology represents the development direction of the green chemical industry.
The multi-structure micro-reactor developed by Wenhao has taken into account both mass transfer and pressure drop factors, ensuring efficient mass transfer and small pressure drop to meet the needs of most reaction processes. With the separate heat exchanger and integrated heat exchanger developed by Wenhao, we can achieve ultra-high efficiency of mass transfer and heat transfer, safe and stable development, and batch production of the chemical process.
Application fields of microreactor
Microreactors are widely used in pharmaceutical intermediates, pharmaceutical synthesis, fine chemicals, pesticide chemistry, special chemicals, commodity industry, nano-materials, pharmaceutical preparations, polymer modification, and other fields.
Advantages of microreactors
Microreactors have the advantages of large specific surface area, high efficiency of mass and heat transfer, high safety, and small amplification effect. Compared with the traditional batch reaction, in reaction amplification, amplification, and optimization, it has higher reproducibility, stability, and high efficiency.
Four, the process case that microreactor can realize
Microreactor process examples are: Mikell addition reaction; fu-g alkylation reaction; aldol reaction reaction (sodium alcohol) ; sulfonation reaction, nitration reaction; diazotization reaction, azide reaction; solvent-free reaction, 30% liquid-liquid phase reaction (probability) ;
Characteristics of microreactor products
? Flow Range: 0.01-1 ml/min (LAB 504)0.1-10 ml/min (LAB 684)
? Temperature Range:-25-195 °C
? Pressure Range: 0-20 bar
? Excellent corrosion resistance: compatible with all reagents except 30% KOH solution, molten alkali metal, HF, potent corrosion reagent for long-term stable operation
Free combination configuration: highly flexible Modular design to meet the requirements of various processes
Comparison of microchannel reactor and traditional batch reactor
High efficient mass and heat transfer are ensured.
Modular design ensures maximum flexibility in the reaction process;
We can customize the particular type of micro-reactor according to the user’s requirements
| Comparison of mass and heat transfer performance | Wen Hao Microchannel Reactor | Traditional batch reactor |
| Face factor | 3000-13000 | 1-10 |
| dwell time | 1-600s | 0.5-48h |
| magnification effect | minor | Step 4-5 optimization |
| surface coefficient of heat transfer(W/m2*k) | 1090-3420 | 2-15 |
| Safety assessment and environmental assessment indicators | Wen Hao Microchannel Reactor | Traditional batch reactor |
| Reactor liquid holdup | 1L | 3000L |
| 占地面积(m2) | 9 | 80 |
| Solvent consumption | 0-30 | 90 |
| Target product selectivity | 0.8-1 | 0.8 |
| Energy consumption (low temperature reaction case) | 0-25℃ | -45-25℃ |
7.Product diagram of Wenhao partial microreactor

- Application of Wenhao High Flux Microchannel reactor in different fields
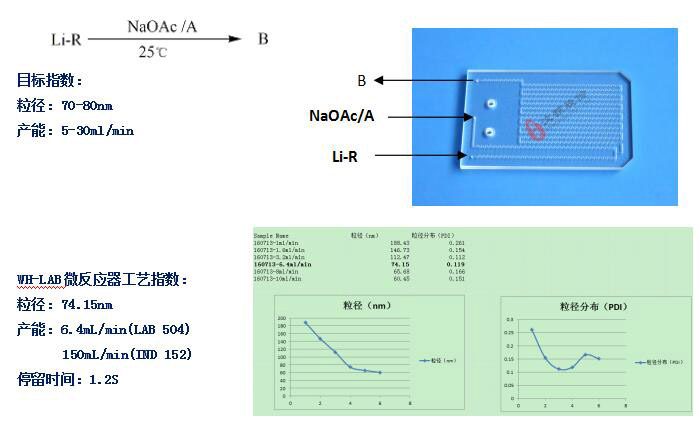
- Continuous flow reactor in the case of nano-pharmaceutical preparations: continuous mixing, extremely narrow residence time distribution, flexible and efficient
The target product B is an unstable nano-pharmaceutical intermediate, and its particle size directly affects the quality of the subsequent multi-step process. In the traditional batch reactor, through a lot of process optimization and improvement, product B with a particle size of 100nm can only be produced, far from the ideal size of 70-80nm. In addition, the traditional process also needs to control the placement time strictly. Otherwise, it will directly lead to the subsequent failure. The target particle size of 74.15 nm (transmission electron microscope scanning test) was achieved on the first day after the process conversion in WH-LAB microreactor SS504-M, and particle size distribution of 0.119(not yet optimized)
- Microreactor in diesel fuel additive isooctyl nitrate case: strong exothermic fast reaction, accurate control of residence time distribution, to solve safety problems
ISOOCTYL nitrate is a kind of additive for diesel oil, which can improve the cetane index of diesel oil, improve the combustion performance of diesel oil, shorten the ignition time, reduce the ignition point, improve the locomotive thermal power performance, and save fuel. The traditional batch reactor uses the mixture of nitric acid and sulfuric acid to react with isooctanol and then refines the product to obtain higher purity. Because of the strongly exothermic reaction of nitration, the reaction process of this product is hazardous. Many factories in China have exploded for producing isooctyl nitrate.
Using the WH-LAB 684 micro-reactor to convert the batch process into a continuous flow process, the whole process runs safely and stably, and the purity of the product reaches 99.7% (GC). In addition, the waste acid can be recovered and reused, which reaches the Environmental Assessment Index and Safety Assessment Index of energy-saving and emission reduction.
Case study of diesel additive ISOOCTYL nitrate in a WH-LAB microchannel reactor
Process parameters of diesel fuel additive isooctyl nitrate in the WH-LAB microchannel reactor
This continuous flow process can be enlarged in the WH-IND 152 glass microreactor to achieve 100T/a flux. Ten sets of WH-IND 152 glass microreactors can achieve 1000T/a flux, the industrial trial production of isooctyl nitrate has been completed.
- Microreactor in pharmaceutical intermediate m-nitroacetophenone case: low-temperature reaction at room temperature, process enhancement, improve product purity, and process selectivity
M-nitroacetophenone, also known as 3-nitroacetophenone, is a commonly used intermediate of the bulk drug. It is often used as an upstream raw material in the pharmaceutical industry to synthesize downstream products with higher added value; m-aminoacetophenone can be prepared by reduction. The product was prepared by the reaction of acetophenone with mixed acid in the traditional batch process. But in the heat release process, it is necessary to control the dropping rate of mixed acid, which leads to low efficiency and many heat balance problems need to be solved.
After converting the batch process into a continuous flow process using a WH-LAB 684 microchannel reactor, the reaction temperature was stable at 28 °C, the product purity was 97.2% (crude), and the yield was 95.7%.
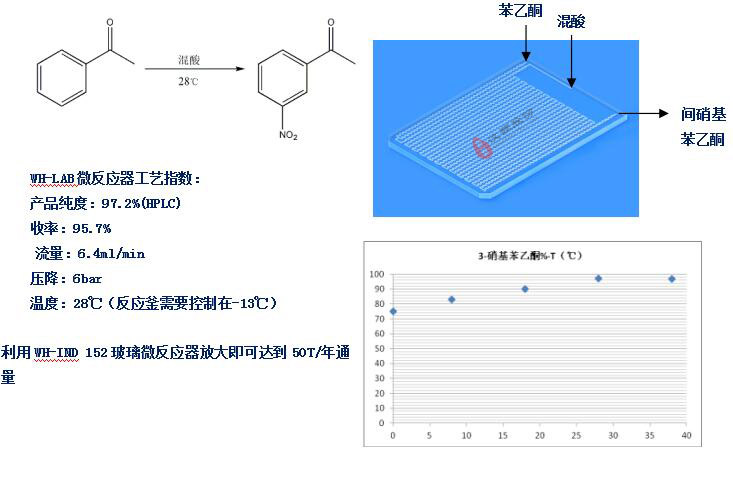
The 50T/a flux can be obtained by using the WH-IND 152 glass microreactor.
For more detailed information about microreactor products and processes, please visit the microreactor page of each model.